

-
08 nov 2024Otras IndustriasEffective concentrate management from desalination applications
-
-
06 nov 2024Energía eléctrica y renovablesA global landscape reshaped by the energy transition
-

François Vitez, P.Eng.
Vicepresidente de Mercado Eléctrico y Energías Renovables
-
-
28 oct 2024All industries¿Por qué la gestión del cambio fracasa?
-
-
23 oct 2024Energía eléctrica y renovables
-

Manish Persand
Engineer in training, Electric
-
ene 27, 2020
Improved methodology for liquid/liquid separation design
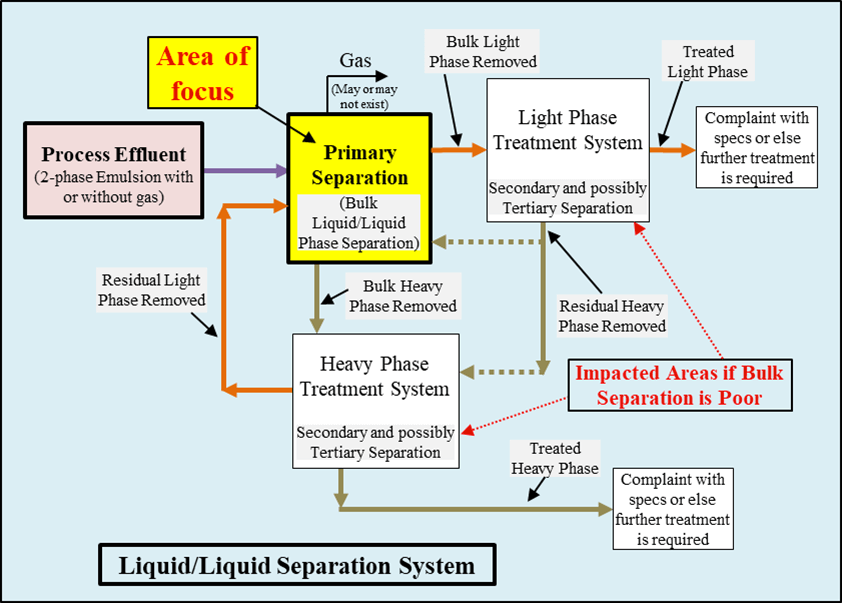
The purpose of this new design methodology is to improve on technology selection and equipment specification for bulk liquid/liquid phase separation at the “Primary Separation” stage of a process. It is critical for the primary separation unit to meet its target separation efficiency, since poor performance will impact negatively on any downstream treatment systems (i.e., secondary, tertiary separation stages) and possibly result in non-compliance with stream specifications. The two liquid phases are identified as “Light” (i.e., lower density liquid) and “Heavy” (i.e., higher density liquid) in Figure 1 since this procedure applies to any two immiscible liquids with different densities. In many cases the light phase is liquid hydrocarbon (i.e., oil) and the heavy phase is aqueous (i.e., water) and therefore this system is used as an example in the material below.
-
-
When designing separators to remove hydrocarbons from the aqueous phase the ultimate goal is to reduce hydrocarbon entrainment down to levels that will ensure:
- Successful operation of downstream equipment
- Environmental compliance for disposal of effluent water
As environmental regulations are becoming more stringent, this is driving the need to improve current design methods (i.e., API 421) for hydrocarbon/aqueous phase gravity separation, to ensure discharge limits are not exceeded. The goal is to avoid production curtailment over the production life of the operating facility by ensuring environmentally compliant water discharge.
Effluent Water Targets
Current offshore projects are targeting for 29 mg/l Oil and Grease (O&G) as measured per EPA Method 1664A. The O&G test method determines the hexane soluble components in the effluent water and thus measures:
- Dispersed (free) oil
- Dissolved oil
- Grease (if present)
With future limits likely to be lower, this requires very aggressive removal and well-designed equipment. The margin for design error is therefore reduced and prompts the need for better (i.e., more accurate) design techniques than API 421.
Problem Statement
It is not possible to independently specify a dispersed phase droplet size removal efficiency and a target hydrocarbon entrainment level. Since one parameter is dependent on the other there is only one degree of freedom and not two. The fundamental correlating factor that ties these two parameters together (assuming no coalescence) is the droplet size distribution (DSD) of the dispersed phase droplets generated by the process equipment. It is thus necessary to predict/measure DSD.
Settling velocity is a function of droplet size and since droplets can coalesce this impact on settling needs to be addressed. Fractional interface coalescence efficiency (fICE), which is the probability of coalescence when two droplets collide with each other, also needs to be determined via experimental measurement.
When modelling how settling takes place (for gravity-based separators) DSD and fICE inputs are both required and hindered settling needs to be considered to properly determine the residence time needed to meet the target removal efficiency.
API 421 vs Enhanced Design Procedure
-

-
Unfortunately, API 421 assumes all dispersed phase droplets are the same size. There is the inherent risk that, if the size of the majority of the dispersed phase droplets is much smaller (at the inlet to a separation device) than the one chosen for design, excessive hydrocarbon entrainment could result. Since API 421 assumes no coalescence takes place between droplets (which aids the settling process), credit for this affect is not accounted for. The other shortcoming of API 421 is that it only considers unhindered settling which is not as accurate a representation of reality as using hindered settling. In conclusion, API 421 design practice is largely empirical, based on historical data that may or may not apply to the situation at hand.
Factors Impacting on Hydrocarbon/ Aqueous Phase Separation
-
-
Estimating DSD
Drop size distributions obtained as a result of high pressure drop across a valve tend to be bimodal due to the creation of “satellite drops” which are smaller than the “primary” droplets formed. In order to properly reduce dispersed phase entrainment down to specified concentration levels, the DSD of the dispersed phase droplets needs to be estimated and/or experimentally determined. Using this DSD, a droplet size removal efficiency criterion is then chosen, that will result in achieving the target level of hydrocarbon entrainment.
-
-
Determining Coalescence – fICE:
The probability of coalescence (fICE ) between droplets needs to be experimentally determined, to assess the rate of coalescence. The best way to do this is by conducting a Stir test. The Weber number used for this test needs to be estimated and is based on the composition and physical conditions of the process fluid moving through control/letdown valves, along with corrections for the gas/liquid ratio.
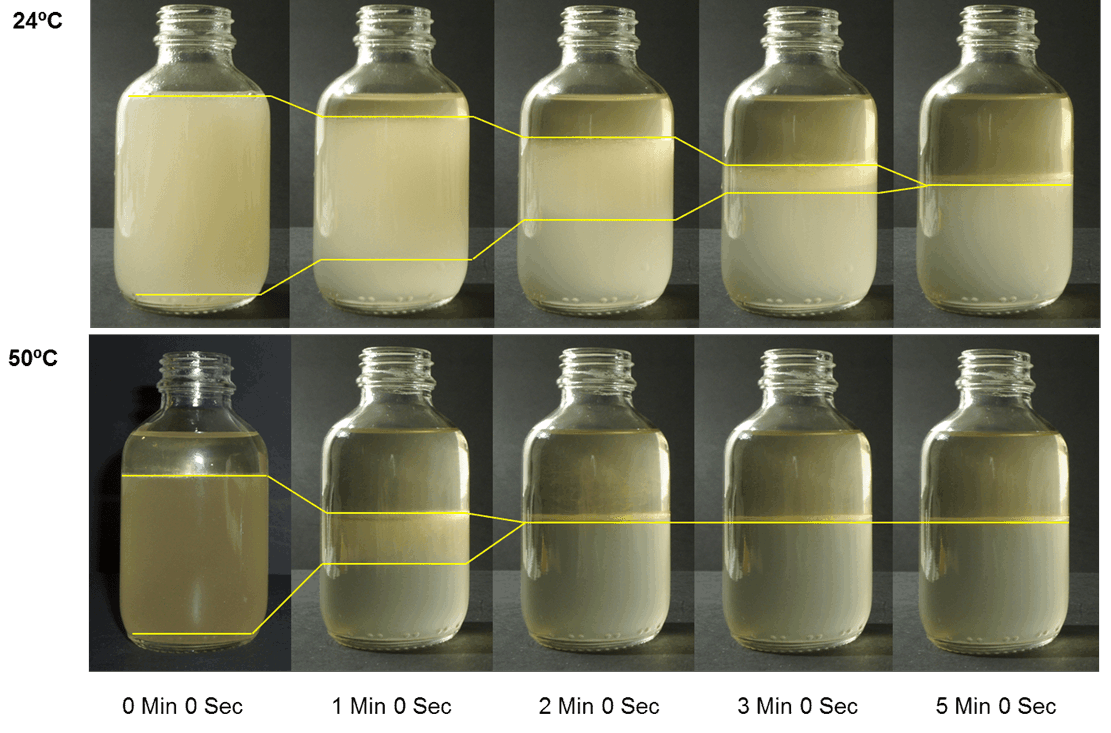
The Stir test yields a more accurate estimate of coalescence rate than the standard Bottle test, because it tries to generate a DSD that approximates the actual process DSD, thus making it a closer representation of reality. Better information is therefore obtained for selecting and sizing the separation equipment. Process temperature at which the separation occurs is another key factor to consider as can be seen in the figure below.
-
-
Settling Model
Once DSD and fICE are determined, a settling model that accounts for coalescence and hindered settling needs to be used to resolve the residence time needed to achieve the desired separation. Together, these two factors will help to assess the appropriate separation technology to employ and the sizing of the equipment required to achieve the removal efficiency needed to be environmentally compliant.
Count on our experts to help you
As can be seen there is substantial room for improvement on the API 421 design practice. The challenge for facility owners is to ensure, during initial design (or retrofit), that all aspects affecting DSD and fICE are considered over the life of the facility. This means looking at valve designs that increase DSD, operating temperatures, fluctuations in composition, etc., as all these factors will impact the separation. Give us a call!
This blog was written in collaboration with Edgar Acosta, P.Eng., Professor at the University of Toronto, Dept. of Chemical Engineering & Applied Chemistry.
This content is for general information purposes only. All rights reserved ©BBA



